

Chưa có sản phẩm trong giỏ hàng.

28
Th11
Th11
Dán màng PVC là công đoạn quan trọng quyết định chất lượng nội thất và độ bền sản phẩm. Tuy nhiên, nhiều xưởng gặp lỗi bong mép sau 3–6 tháng dù đã dùng keo PUR và máy cán màng hiện đại.
Bài viết này phân tích 12 nguyên nhân chi tiết nhất và đưa ra cách khắc phục triệt để, tối ưu đặc biệt cho quy trình dùng keo PUR và máy cán màng GXY-PUR-1400B.

Hình 1: Hiện tượng bong mép PVC phổ biến trên cánh tủ.

Hình 2: Cận cảnh lớp keo không đạt chuẩn gây tách lớp.
Mục lục
1. Vì sao màng PVC dễ bong mép sau 3–6 tháng?
Có 3 nhóm yếu tố chính dẫn đến bong mép PVC:
(1) Keo PUR không đạt chuẩn
Keo PUR (Polyurethane Reactive) cần được bảo quản và sử dụng đúng cách. Nếu keo bị biến chất do nhiệt độ không phù hợp, hết hạn hoặc được pha trộn không đúng tỷ lệ, độ bám dính sẽ giảm đáng kể, đặc biệt sau vài tháng sử dụng.
(2) Máy cán màng thiết lập chưa đúng
Máy cán màng đóng vai trò quan trọng trong việc ép chặt PVC vào cốt gỗ. Nếu áp lực, nhiệt độ hoặc tốc độ của các trục lăn không được cài đặt chính xác, keo sẽ không được phân bố đều và lực ép không đủ, tạo ra các điểm yếu dễ bị bong tróc.
(3) Nguyên liệu & môi trường
Chất lượng của tấm gỗ (như độ ẩm cao), chất lượng của PVC (như dễ bị co giãn) và môi trường làm việc (như xưởng nóng ẩm) đều ảnh hưởng đến độ bền của mép dán. Sự thay đổi nhiệt độ và độ ẩm có thể làm PVC co lại hoặc giãn ra, gây áp lực lên lớp keo và dẫn đến bong tróc.
2. 12 nguyên nhân chi tiết khiến màng PVC bị bong mép sau 3 tháng

Hình 3: Hình ảnh máy thi công GXY-PUR-1400B.
Nguyên nhân 1: Keo PUR chưa đạt đủ nhiệt độ
PUR cần 120–130°C (keo) và 120–140°C (con lăn) để kích hoạt phản ứng hóa học. Thiếu nhiệt độ, keo không thể tạo kết dính bền vững, dẫn đến bong mép.
Nguyên nhân 2: Định lượng keo PUR quá ít/không đều
Lượng keo phủ không đủ hoặc không đều trên bề mặt cốt gỗ tạo ra các vùng “đói keo”. Tại các vùng này, liên kết rất yếu và dễ bị bong tách.
Nguyên nhân 3: Nền gỗ ẩm hoặc dính bụi/dầu
Độ ẩm cốt gỗ vượt quá 8–12% hoặc bề mặt bị dính bụi bẩn, dầu mỡ sẽ ngăn cản keo PUR bám dính vào gỗ.
Nguyên nhân 4: PVC kém chất lượng
Màng PVC quá mỏng (dưới 0.3mm) hoặc lớp primer (lớp lót mặt sau PVC) kém chất lượng sẽ không bám dính tốt với keo PUR và dễ bị co rút khi nhiệt độ thay đổi.
Nguyên nhân 5: Áp lực con lăn không chuẩn
Áp lực ép khuyến nghị là 3–4 bar. Nếu áp lực không đủ, keo không được ép chặt vào PVC và cốt gỗ. Nếu áp lực không đều giữa hai bên, mép bên yếu hơn sẽ bị bong.
Nguyên nhân 6: Tốc độ máy quá nhanh
Tốc độ chạy máy khuyến nghị là 4–8 m/phút. Chạy quá nhanh khiến keo PUR không kịp nóng chảy hoàn toàn và thấm vào cốt gỗ, làm giảm độ bám dính.
Nguyên nhân 7: Chênh lệch nhiệt độ 2 con lăn
Sự chênh lệch nhiệt độ quá lớn (trên 5°C) giữa hai con lăn ép (trên và dưới) sẽ làm cho quá trình đóng rắn của keo không đồng đều, dẫn đến hiện tượng cong vênh và bong mép ở phía có nhiệt độ thấp hơn.
Nguyên nhân 8: Keo PUR tiếp xúc không khí quá lâu
Keo PUR là loại keo phản ứng với độ ẩm trong không khí (gọi là “chết” keo). Nếu để keo tiếp xúc với không khí quá lâu trước khi cán, keo sẽ bị đóng rắn một phần, làm giảm khả năng bám dính. Đặc biệt sau 2-3 tháng, hiện tượng bong mép sẽ xuất hiện rõ rệt.
Nguyên nhân 9: Không để sản phẩm nghỉ 24 giờ
Keo PUR cần thời gian để phản ứng hóa học hoàn toàn và đạt độ bền tối đa (thường là 24 giờ). Nếu tiến hành cắt xẻ, khoan lỗ hoặc bắn vít ngay sau khi cán, các tác động cơ học này sẽ phá vỡ các liên kết keo chưa kịp hình thành, gây bong mép.
Nguyên nhân 10: Xưởng nóng ẩm
Môi trường xưởng có độ ẩm cao (trên 65%) và nhiệt độ cao sẽ làm cho màng PVC bị giãn nở. Khi nhiệt độ giảm xuống, PVC sẽ co lại, tạo ra ứng suất kéo tại mép dán, lâu ngày dẫn đến bong tróc.
Nguyên nhân 11: Lau bằng dung môi mạnh
Việc sử dụng các loại dung môi tẩy rửa mạnh như xăng thơm, acetone để vệ sinh bề mặt sau khi dán sẽ làm hòa tan hoặc phá hủy lớp primer của màng PVC, khiến nó bong khỏi lớp keo PUR.
Nguyên nhân 12: Bảo quản vật liệu kém
Nếu cuộn màng PVC được bảo quản gần nguồn nhiệt hoặc nơi có nhiệt độ thay đổi lớn, nó có thể bị co mép trước khi đưa vào máy cán. Khi đó, việc dán sẽ không đảm bảo độ kín khít tại mép.
3. Quy trình khắc phục triệt để (Chuẩn PUR + máy GXY-PUR-1400B)
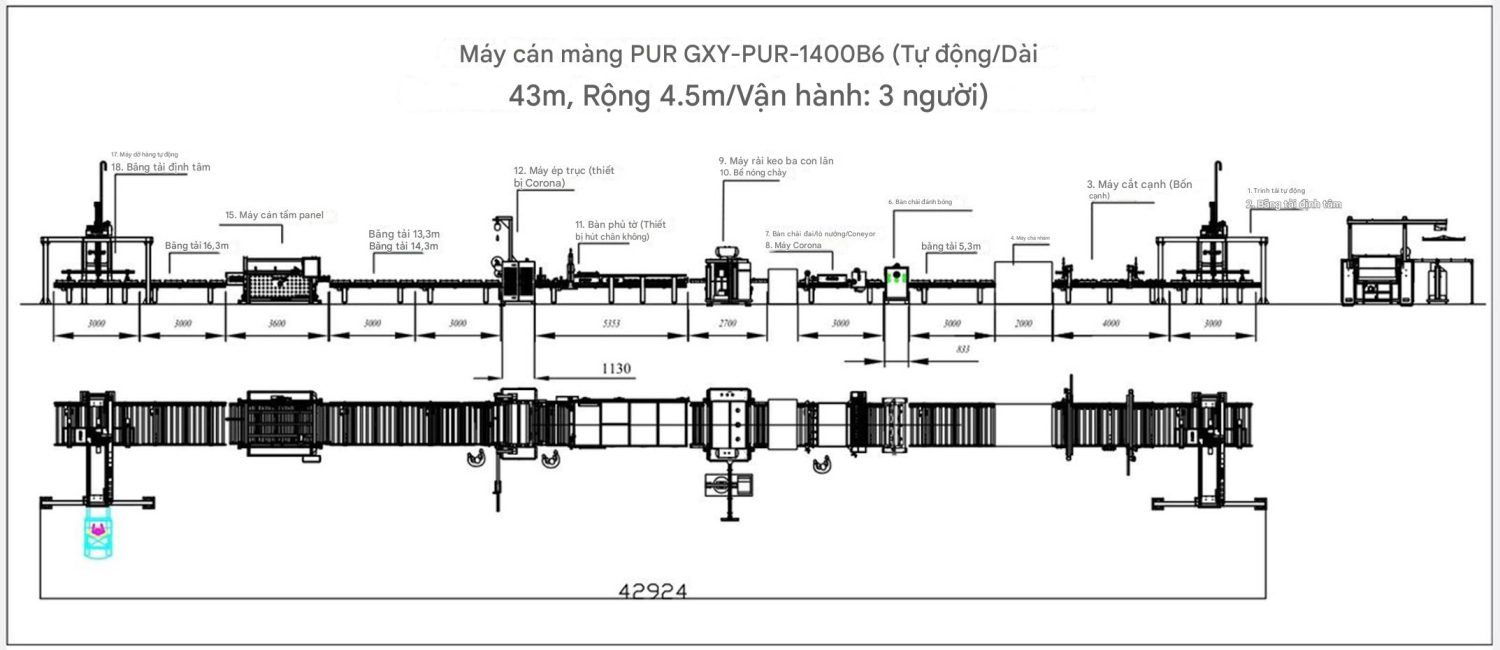
Hình 4: Sơ đồ máy cán màng PVC chuẩn sử dụng keo PUR.
Bước 1 – Thiết lập máy GXY-PUR-1400B
| Nhiệt độ con lăn | 120–140°C |
| Nhiệt độ buồng PUR | 120–130°C |
| Áp lực con lăn | 3–4 bar |
| Tốc độ chạy | 4–8 m/phút |
Bước 2 – Chuẩn bị keo PUR
- Chỉ mở nắp hộp keo ngay trước khi sử dụng và cố gắng dùng hết trong vòng 20–30 phút.
- Hạn chế tối đa việc để keo tiếp xúc với không khí ẩm.
- Đảm bảo buồng nấu keo sạch sẽ, không có tạp chất (bụi gỗ, keo cũ khô cứng).
Bước 3 – Chuẩn bị nền gỗ
- Kiểm tra độ ẩm cốt gỗ bằng máy đo chuyên dụng, đảm bảo nằm trong khoảng 8–12%.
- Chà nhám bề mặt cốt gỗ bằng giấy nhám có độ hạt 320–400 để tạo độ phẳng và tăng khả năng bám keo.
- Sử dụng máy thổi bụi hoặc hệ thống hút bụi để làm sạch hoàn toàn bụi bẩn trên bề mặt tấm gỗ.
Bước 4 – Chuẩn bị màng PVC
- Kiểm tra kỹ chất lượng màng PVC: độ dày đạt chuẩn, lớp primer đồng đều, không bị lỗi (rách, xước, nhăn).
- Nếu thời tiết quá lạnh, có thể làm ấm nhẹ cuộn màng PVC trước khi đưa vào máy để tăng độ dẻo dai và khả năng bám dính.
Bước 5 – Tiến hành cán màng
- Căn chỉnh tấm gỗ và màng PVC sao cho thẳng hàng, tránh bị lệch mép.
- Thường xuyên kiểm tra áp lực ép của các con lăn, đảm bảo lực ép đều trên toàn bộ bề mặt tấm, đặc biệt là ở hai mép.
- Quan sát lớp keo được phủ lên cốt gỗ: phải đảm bảo keo phủ đều, mịn, không bị vón cục, tạo sọc hoặc có bọt khí.
Bước 6 – Ổn định sản phẩm (Nghỉ keo)
- Sau khi cán xong, xếp gọn các tấm thành phẩm và để nghỉ trong môi trường thoáng mát, khô ráo ít nhất 24 giờ.
- Tuyệt đối không thực hiện các thao tác gia công như cắt, xẻ, khoan, bắn vít trong 12-24 giờ đầu tiên.
4. Checklist 20 tiêu chuẩn vàng chống bong mép PVC
Trước khi cán (Chuẩn bị)
- Độ ẩm cốt gỗ đạt 8–12%.
- Bề mặt cốt gỗ được chà nhám phẳng (P320–400).
- Bề mặt cốt gỗ sạch bụi hoàn toàn.
- Màng PVC đạt chất lượng (độ dày, primer).
- Màng PVC thẳng, không cong mép, không nhăn.
- Keo PUR còn hạn sử dụng, bảo quản đúng cách.
- Buồng nấu keo và hệ thống trục lăn sạch sẽ.
Trong khi cán (Thực hiện)
- Nhiệt độ buồng keo PUR: 120–130°C.
- Nhiệt độ con lăn ép: 120–140°C.
- Áp lực con lăn ép: 3–4 bar.
- Áp lực ép đều ở cả hai bên mép.
- Tốc độ chạy máy: 4–8 m/phút.
- Lượng keo phủ đều trên toàn bộ bề mặt (kiểm tra bằng mắt thường).
- Lớp keo mịn, không tạo sọc, không bọt khí.
- Tấm gỗ và màng PVC được căn thẳng hàng.
Sau khi cán (Hoàn thiện & Bảo quản)
- Thời gian nghỉ keo (ổn định): Tối thiểu 24 giờ.
- Không gia công (cắt, khoan, vít) trong 12-24h đầu.
- Môi trường lưu kho thoáng mát, tránh ẩm ướt.
- Không sử dụng dung môi mạnh (xăng, acetone) để vệ sinh mép.
- Kiểm tra định kỳ chất lượng dán mép (test bóc tách) trên các mẫu thử.
5. Lợi ích khi dùng keo PUR & máy GXY-PUR-1400B

Hình 5: Cận cảnh quả lô tráng keo của máy.

Hình 6: Hình ảnh thực tế máy.
Ưu điểm vượt trội của công nghệ keo PUR
- Bám dính cực mạnh: Tạo liên kết hóa học bền vững với cả cốt gỗ và lớp primer của PVC.
- Chống thấm nước tuyệt đối: Đường keo sau khi đóng rắn hoàn toàn không bị ảnh hưởng bởi nước và độ ẩm, ngăn ngừa hiện tượng nở cạnh cốt gỗ.
- Độ bền cao: Chịu được nhiệt độ cao và ít bị lão hóa theo thời gian, đảm bảo độ bền sản phẩm từ 5–10 năm.
Ưu điểm của máy cán màng GXY-PUR-1400B
- Hệ thống nhiệt ổn định: Kiểm soát nhiệt độ chính xác (±1°C), đảm bảo keo PUR luôn ở trạng thái tối ưu.
- Hệ thống ép thủy lực/khí nén chính xác: Đảm bảo áp lực ép đều và đủ lớn trên toàn bộ chiều rộng tấm, giúp keo thấm sâu và bám chắc.
- Buồng keo kín: Giảm thiểu tiếp xúc của keo với không khí, ngăn ngừa đóng rắn sớm và tiết kiệm lượng keo sử dụng.
- Thiết kế chuyên dụng: Tối ưu hóa cho quy trình cán màng PVC sử dụng keo PUR, giúp hạn chế tối đa lỗi bong mép.
6. Kết luận
Hiện tượng bong mép màng PVC là một lỗi kỹ thuật phổ biến nhưng hoàn toàn có thể phòng tránh được. Bằng cách hiểu rõ các nguyên nhân và tuân thủ nghiêm ngặt quy trình kỹ thuật chuẩn (đặc biệt khi sử dụng keo PUR và máy GXY-PUR-1400B), bạn có thể loại bỏ đến 99% nguy cơ bong mép.
Hãy áp dụng ngay Checklist 20 tiêu chuẩn vàng trên vào quy trình sản xuất của xưởng bạn để nâng cao chất lượng sản phẩm, khẳng định uy tín thương hiệu và giảm thiểu chi phí bảo hành. Chúc các bạn thành công!