

Chưa có sản phẩm trong giỏ hàng.
Hướng dẫn sử dụng
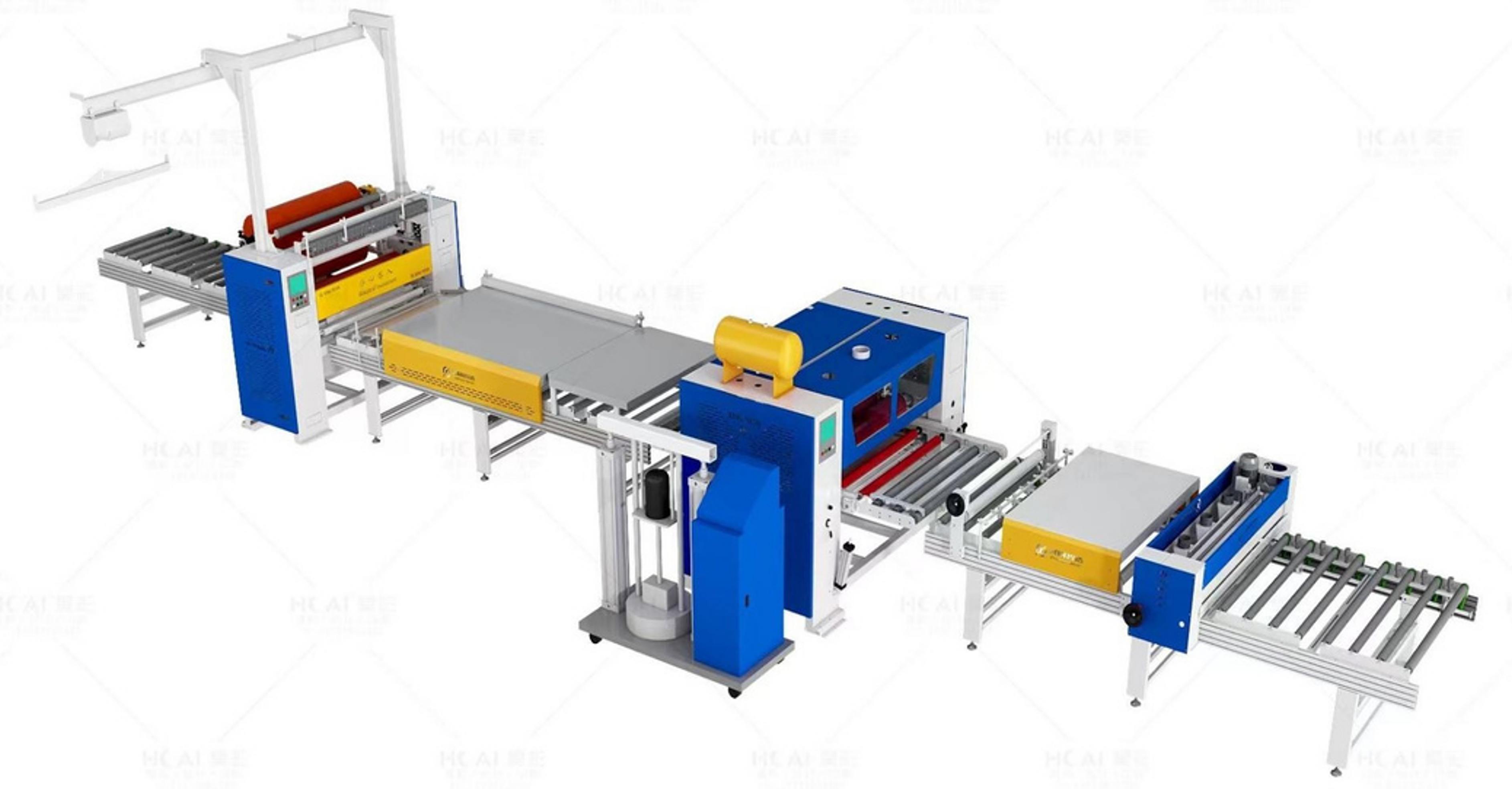
Quy trình cán màng film bằng keo PUR cho ván gỗ công nghiệp chi tiết – Từ chuẩn bị đến hoàn thiện

12
Th11
Th11
Công nghệ cán màng keo PUR (Polyurethane Reactive) được xem là tiêu chuẩn vàng cho độ bền và thẩm mỹ của nội thất gỗ công nghiệp cao cấp. Không giống như các loại keo truyền thống, keo PUR tạo ra một liên kết hóa học vĩnh viễn, cho khả năng kháng nước và chịu nhiệt vượt trội.
Tuy nhiên, để đạt được chất lượng tuyệt đối này, quy trình vận hành máy phải cực kỳ chuẩn mực và chính xác. Bất kỳ sai sót nhỏ nào cũng có thể dẫn đến hỏng hóc sản phẩm và lãng phí vật tư đắt đỏ.
Bài viết này sẽ đi sâu vào quy trình 7 bước chi tiết tại một xưởng gia công chuyên nghiệp, giúp bạn hiểu rõ “nội thất cao cấp” được tạo ra như thế nào.
Xem ngay quy trình cán màng bằng keo PUR thực tế tại nhà máy
7 Bước trong Quy trình Cán Màng Film Bằng Keo PUR
Một quy trình chuẩn luôn bắt đầu từ khâu chuẩn bị vật tư, cài đặt máy móc, vận hành và cuối cùng là giai đoạn “bảo dưỡng” cho keo.
Bước 1: Chuẩn bị và Kiểm tra Vật tư (Tấm nền & Màng film)
Đây là bước nền tảng quyết định 50% sự thành công.
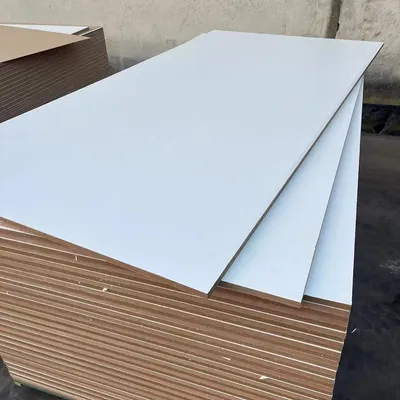
- Kiểm tra Tấm nền (Cốt gỗ):
- Vật liệu: MDF, HDF, Plywood, Gỗ nhựa (WPC)… phải đảm bảo là loại chuyên dụng cho dán bề mặt.
- Độ ẩm: Tấm phải khô tuyệt đối. Độ ẩm lý tưởng là dưới 10%. Nếu tấm bị ẩm, nước bên trong sẽ phản ứng sớm với keo PUR, gây ra hiện tượng phồng rộp, nổ bề mặt.
- Độ phẳng: Bề mặt phải phẳng, không cong vênh, lồi lõm.
- Kích thước: Phù hợp với máy và kích thước màng
- Kiểm tra Màng film (PVC, PETG, Acrylic…):
- Màng phải sạch, không bám bụi, không bị nhăn hoặc gấp nếp.
- Đặc biệt, mặt sau của màng (mặt tiếp xúc keo) phải được xử lý “primer” (chất tăng bám dính) từ nhà sản xuất. Nếu không có lớp primer này, keo sẽ không thể bám dính tốt.

Bước 2: Vệ sinh và Gia nhiệt Tấm nền
Trước khi vào máy, tấm nền phải được xử lý kỹ.
- Làm sạch: Tấm được đưa qua hệ thống chổi quét và buồng thổi khí áp suất cao để loại bỏ 100% bụi bẩn, vụn gỗ li ti trên bề mặt. Bụi là “kẻ thù” số một gây ra lỗi “hạt cát” (gợn) trên bề mặt film.
- Gia nhiệt sơ bộ (Pre-heating): Tấm được đưa qua một buồng sấy hồng ngoại.
- Mục đích 1: Làm bay hơi hết độ ẩm còn sót lại trên bề mặt.
- Mục đích 2: Nâng nhiệt độ bề mặt tấm lên khoảng 40°C – 60°C. Điều này giúp keo PUR nóng chảy “mở” tốt hơn, tăng thời gian keo bám dính và thẩm thấu vào cốt gỗ trước khi nguội.
Bước 3: Cài đặt Thông số Máy và Nung Keo PUR
Đây là công đoạn đòi hỏi kỹ thuật và kinh nghiệm cao nhất từ người vận hành.
- Nung keo: Keo PUR (dạng bánh hoặc hạt) được nạp vào một nồi nung keo kín (PUR Melter). Không giống máy EVA, nồi keo PUR phải kín tuyệt đối để ngăn keo tiếp xúc với không khí, tránh bị đóng rắn sớm. Keo được nung chảy ở nhiệt độ tiêu chuẩn (khoảng 110°C – 140°C, tùy loại keo).
- Cài đặt Trục lăn keo: Nhiệt độ của trục lăn keo (trục kim loại truyền keo lên tấm) cũng phải được cài đặt chính xác (thường thấp hơn nhiệt độ nồi keo một chút).
- Cài đặt Định lượng keo (Grammage): Đây là thông số then chốt.
- Quá ít keo: Gây bong tróc, hở mép, độ bám dính không đều.
- Quá nhiều keo: Gây lãng phí, làm bề mặt bị “gợn sóng” (orange peel), keo bị tràn ra mép tấm.
- Cài đặt Tốc độ & Lực ép: Tốc độ băng tải và lực ép của hệ thống trục ép (lô ép) phải đồng bộ để đảm bảo màng film được ép chặt, đều tay và không có bọt khí.
 Keo PUR được phủ một lớp siêu mỏng và đồng đều nhờ hệ thống trục lăn chính xác.
Keo PUR được phủ một lớp siêu mỏng và đồng đều nhờ hệ thống trục lăn chính xác.Bước 4: Vận hành Phủ Keo và Ép Màng
Sau khi tất cả thông số đã sẵn sàng, máy bắt đầu chạy:
- Tấm nền đã được làm sạch và gia nhiệt đi vào máy.
- Trục lăn keo (đã được bơm keo nóng chảy từ nồi nung) quay và tráng một lớp keo PUR mỏng, đều chính xác lên bề mặt tấm.
- Ngay lập tức, màng film (PVC, PETG…) từ cuộn màng phía trên được thả xuống và ép chặt vào bề mặt tấm vừa phủ keo bằng một hệ thống trục ép (thường là trục silicone chịu nhiệt).
- Lực ép mạnh từ trục sẽ đẩy toàn bộ không khí ra ngoài, đảm bảo màng film tiếp xúc 100% với lớp keo.
Bước 5: Cắt và Hoàn thiện Cạnh (Nếu có)
Khi tấm ván đã dán màng đi ra khỏi các trục ép, một hệ thống dao cắt tự động (inline cutter) có thể được kích hoạt để cắt bỏ phần màng thừa ở hai bên mép, giúp tấm ván vuông vức, gọn gàng.
Bước 6: Giai đoạn “Đóng rắn” (Curing) – Bước Quan trọng nhất
Đây là điểm khác biệt lớn nhất giữa keo PUR và keo EVA. Với keo EVA, sản phẩm nguội là có thể sử dụng. Với keo PUR, sản phẩm ra khỏi máy mới chỉ đạt được độ bám dính ban đầu (green strength).
Lúc này, quá trình “phản ứng” hóa học mới thực sự bắt đầu. Keo PUR sẽ hút độ ẩm từ không khí và từ trong cốt gỗ để tạo liên kết chéo (cross-linking) và đóng rắn vĩnh viễn.
- Thời gian: Quá trình này cần 24 đến 72 giờ (tùy độ ẩm môi trường) để đạt 100% độ bền.
- Bảo quản: Trong thời gian này, các tấm ván phải được xếp ngay ngắn trên pallet phẳng, giữ ở nơi khô ráo, thoáng khí, tránh va đập mạnh hoặc thay đổi nhiệt độ đột ngột.
Bước 7: Kiểm tra Chất lượng (KCS) và Vệ sinh Máy
Kiểm tra sản phẩm: Sau khi keo đã đóng rắn hoàn toàn, kỹ thuật viên sẽ kiểm tra thành phẩm lần cuối:
- Độ phẳng bề mặt (không gợn, không bọt khí).
- Độ bám dính (thử bóc ở các góc, mép).
- Kiểm tra đường keo có đều, có bị tràn hay không.
Vệ sinh máy: Đây là công đoạn bắt buộc. Vì keo PUR đóng rắn vĩnh viễn nên sau mỗi ca làm việc, toàn bộ hệ thống (nồi keo, đường ống, trục lăn) phải được xả sạch bằng dung dịch vệ sinh chuyên dụng (Cleaning agent) khi keo còn đang nóng. Nếu để keo nguội và đóng rắn bên trong, máy có thể bị hỏng hóc nghiêm trọng.
Kết luận
Quy trình cán màng PUR là sự kết hợp phức tạp giữa công nghệ máy móc hiện đại, vật tư cao cấp và kinh nghiệm vận hành dày dặn. Mỗi một bước trong 7 bước trên đều ảnh hưởng trực tiếp đến chất lượng cuối cùng của tấm ván.
Việc hiểu rõ quy trình này giúp khách hàng và đối tác nhận diện được đâu là một đơn vị gia công chuyên nghiệp, xứng đáng để “chọn mặt gửi vàng” cho các dự án nội thất cao cấp của mình.